MES系统需要具备的基本性能
一套MES系统应该具有:可配置性、可扩展性、可靠性、实时性和可视性等基础要求,具体要求如下:
配置性:系统自带流程建模工具(配置性工具),可以在系统内根据企业的生产特点,灵活设置生产工作流程,并根据不同权限进行流程驱动,与系统消息机制绑定,驱动预警管理机制(如备料的预警、缺料的预警、单据审批超期限的预警等),按照用户指定的通知方式发送预警信息,如短信、邮件等。
扩展性:系统应具有良好的开放性和可扩展性,便于企业未来的发展需要进行功能扩展。同时可提供可柔性组合定制的用户界面、业务模块,以及简易的二次开发功能满足企业的个性化应用。
可靠性:系统必须具有完善的授权体系、成熟可靠的数据备份方法。在安全方面,系统必须具有统一的权限管理中心,能够对每一个角色、每一个字段、每一个动作、每一类型的业务、每一个模块等设置不同的权限。
实时性:系统应具备良好的实时环境和实时响应的功能。系统要利用实时数据实现生产过程、产品质量的在线监控,提高快速反应能力,促进生产管理由被动指挥型向以预防为主、在线控制的主动实时指挥型管理体系发展。
可视性:系统应具备以数据采集为基础的生产、消耗、质量、设备等信息统计分析并提供可视化的图示方式。
MES系统涉及的基础数据
企业的组织结构:一个企业包括一个或者多个工厂,工厂又细化分割为不同的部门组织,组织则被定义为拥有不同工作职能的业务实体。
人员及角色:人员是生产制程过程中重要的基础性单元,根据员工的角色规划不同的系统权限,根据参数设定区分员工的角色和能力,可根据信息制定完善的人员分配和调度计划。
设备资源:设备资源是企业进行生产的主要物质技术基础,企业的生产率、产品质量、生产成本都与设备的技术水平直接相关。根据企业生产实际情况以及业务流程规划每一个工作中心的设备资源分配,包括产量、生产节奏、维护计划、状态监控规则、故障诊断机制、设备数据采集与分析方法等。
工艺作流、操作规范:根据业务实际对产品生产的流程进行定义,即用来定义制造产品的步骤顺序,作为一个标准化的指导。并根据工作流中的每一个工作中心或者工作站的工序标准和要求制定统一化的操作程,形成唯一的规范。
产品、产品谱系:定义工厂内部的产品属性,是零件、组装件、配件等。并归集同系列将产品分组成产品组,形成不同的产品谱系信息。
制造BOM、工艺路线:根据产品搭建产品BOM架构,并根据产品设计配合工作流定义和物理模型的设备定义合理设计产品的工艺路线。规划定义的范围包括:数据记录、变更、版本追溯,工艺监控、纠错、报警机制等。
在制品状态:定义范围包含在制品数量、产线位置、生产时间、状态等。
MES系统需要实现的核心功能
MESA定义MES的各功能模型与企业其它信息化系统的关系如图1所示。
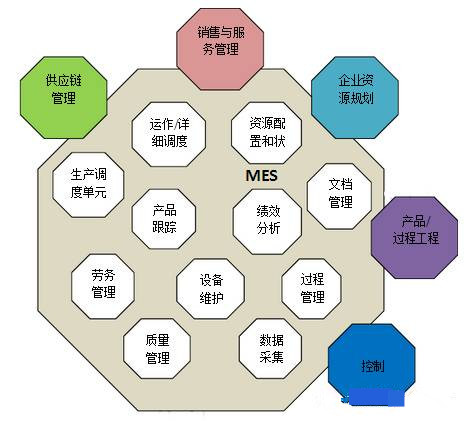
图 1MES功能模型
MESA通过其各成员的实践归纳了十一个主要的MES功能模块,包括: 1.资源分配和状态管理(Resource Allocation and Status)
管理机床、工具、人员、物料、其它设备以及其它生产实体(例如进行加工必须准备的工艺文件、数控加工程序等文档资料),用以保证生产的正常进行。它还要提供资源使用情况的历史记录,确保设备能够正确安装和运转,以提供实时的状态信息。对这些资源的管理,还包括为满足作业排程计划目标对其所作的预定和调度。
2.运作/详细调度(Operations/Detail Scheduling)
在具体生产单元的操作中,根据相关的优先级(Priorities)、属性(Attributes)、特征(Characteristics)以及配方(Recipes),提供作业排序功能。例如,当根据形状和其他特征对颜色顺序进行合理排序时,可最大限度减少生产过程中的准备时间。这个调度功能的能力有限,主要是通过识别替代性、重叠性或并行性操作来准确计算出准确时间、设备上下料,以做出相应调整来适应变化。
3. 生产单元分配(Dispatching Production Units)
以作业、订单、批量、成批和工作单等形式管理生产单元间工作的流动。分配信息用于作业顺序的定制以及车间有事件发生时的实时变更。生产单元分配功能具有变更车间已制定的生产计划的能力,对返修品和废品进行处理,用缓冲区管理的方法控制任意位置的在制品数量。
4. 文档管理(Document Control)
管理生产单元有关的记录和表格,包括工作指令、配方、工程图纸、标准工艺规程、零件的数控加工程序、批量加工记录、工程更改通知以及班次间的通讯记录,并提供了按计划编辑信息的功能。它将各种指令下达给操作层,包括向操作者提供操作数据或向设备控制层提供生产配方。此外它还包括对环境、健康和安全制度信息、以及ISO信息的管理与完整性维护,例如纠正措施措施控制程序。当然,还有存储历史信息功能。
5.数据采集(Data Collection/Acquisition)
能通过数据采集接口来获取生产单元的记录和表格上填写的各种作业生产数据和参数。这些数据可以从车间以手工方式录入或自动从设备上获取按分钟级实时更新的数据。
6.劳务管理(Labor Management)
提供按分钟级更新的的内部人员状态,作为作业成本核算的基础。包括出勤报告、人员的认证跟踪、以及追踪人员的辅助业务能力,如物料准备或工具间工作情况。劳务管理与资源分配功能相互作用,共同确定最佳分配。
7.质量管理(Quality Management)
对生产制造过程中获得的测量值进行实时分析,以保证产品质量得到良好控制,质量问题得到确切关注。该功能还可针对质量问题推荐相关纠正措施,包括对症状、行为和结果进行关联以确定问题原因。质量管理还包括对统计过程控制(SPC)和统计质量控制(SQC)的跟踪,实验室信息管理系统(LIMS)的线下检修操作和分析管理。
8. 过程管理(Process Management)
监控生产过程、自动纠错或向用户提供决策支持以纠正和改进制造过程活动。这些活动具有内操作性,主要集中在被监控的机器和设备上,同时具有互操作性,跟踪从一项到另外一项作业流程。过程管理还包括报警功能,使车间人员能够及时察觉到出现了超出允许误差的过程更改。通过数据采集接口,过程管理可以实现智能设备与制造执行系统之间的数据交换。
9. 维护管理(Maintenance Management)
跟踪和指导作业活动,维护设备和工具以确保它们能正常运转并安排进行定期检修,以及对突发问题能够即刻响应或报警。它还能保留以往的维护管理历史记录和问题,帮助进行问题诊断。
10. 产品跟踪和系谱(Product Tracking and Genealogy)
提供工件在任一时刻的位置和状态信息。其状态信息可包括:进行该工作的人员信息;按供应商划分的组成物料、产品批量、序列号、当前生产情况、警告、返工或与产品相关的其它异常信息。其在线跟踪功能也可创建一个历史记录,使得零件和每个末端产品的使用具有追溯性。
11. 性能分析(Performance Analysis)
提供按分钟级更新的实际生产运行结果的报告信息,对过去记录和预想结果进行比较。运行性能结果包括资源利用率、资源可获取性、产品单位周期、与排程表的一致性、与标准的一致性等指标的测量值。性能分析包含SPC/SQC。该功能从度量操作参数的不同功能提取信息,当前性能的评估结果以报告或在线公布的形式呈现。







